水泥窑设备内的耐火材料,被称为:耐火衬料(Lining)。利用耐火衬料来砌筑,则造就了耐火衬料砌筑体(简称:耐火砌体)。
在耐火砌体砌筑完毕后,只能算是完成水泥窑设备建造工作的一部分,这是因为在水泥窑系统的所有设备完成冷态空载试运转而且表现正常后,在正式投产运行之前,还需要进行升温烘烤的过程。
另外,水泥窑系统在停车检修更换耐火衬料后,也需要对其进行烘烤。
以下是关于新型干法水泥窑系统中相关热工设备烘烤方面的知识简介[1-3]。
1 烘烤前的准备工作
新型干法水泥窑系统中相关热工设备在被烘烤之前,应当做好以下几个方面的准备工作。
① 在水泥窑系统的所有设备都安装完毕以后,应当对于每个单机进行冷态连续空载运行48h,而且必须进行考核,在此过程中,也要同时对控制、测量、调节以及联锁保护装置等进行考核。另外,对于生产阶段的水泥窑系统,如果需要停车检修来更换耐火衬料的话,那么在完成耐火衬料的更换工作以后,也要持续适当的时间来进行冷态单机空载运行和考核。
② 全面检查以及清除旋风筒、分解炉、回转窑内的一切杂物,并且要保证管道内部畅通无堵。而且,还要核实耐火衬料是否按照设计要求来施工安装?还必须注意预热器内、分解炉内、回转窑内、箅冷机内的热膨胀缝是否砌筑完好?旋风筒内、分解炉内、箅冷机内的吊顶砖是否吊挂牢固?
③ 打开水泥窑系统所有设备中的烘烤排气孔,关闭旋风预热器和分解炉的所有人孔门、清扫孔等孔门。
④ 打开各级旋风筒的下料翻板阀,并且用钢丝绳固定,使其处于常开状态。
⑤ 关闭箅冷机至煤磨管道上的热风阀,使水泥窑系统不受外界因素的干扰。
⑥ 点火燃油系统要准备就绪,而且柴油备量要充足。
⑦ 煤粉应当备有适量的煤粉,以便在窑尾温度超过350℃时使用油-煤混烧,也便于在初次投料时能够及时地供煤。当然,在统筹考虑以后,还应当确定合理的煤磨机启动计划,尽量做到既不让煤粉长时间地贮存在煤粉仓之中,又能够为水泥窑系统及时地提供燃料。
⑧ 涉及到其他相关系统中的有关设备,也应当做好随时运行的准备,例如,要检查窑尾电收尘器电场内的预电加热设置是否备妥就绪?诸如此类的问题都要认真地检查。
⑨ 确定中央控制室与各个系统、各个岗位之间的通信联络是否畅通?
⑩ 根据热工设备内耐火衬料的材质、砌筑厚度、含水量以及砌筑方法等实际情况,制定出一套切实可行的升温烘烤方案,例如,某窑外预分解水泥窑系统的烘烤曲线,如图1所示。
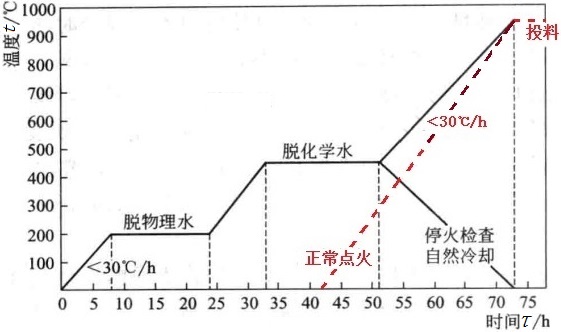
图1 某窑外预分解水泥窑系统的烘烤曲线
2 预热器、分解炉和回转窑的烘烤操作要求
① 通过调节第1级旋风筒出风管上的排气阀开度,以控制窑尾压强的范围为-100~-50Pa(相对压强)。如果该控制方法有困难或者系统内抽力不足,也可以直接启动收尘器前面的引风机,而且通过调节其阀门的开度以控制窑尾压强在上述范围内。
② 启动一次风机,其风量控制可视窑内燃料的燃烧状况而定。
③ 准备点火棒,将其点燃后从窑头罩的人孔门伸入窑内,再逐渐靠近柴油喷嘴的前端,然后,启动(煤粉燃烧器点火用的)喷油系统,调节其出口压强为p≥2.5MPa,等到柴油燃烧而且火焰稳定以后才抽走点火棒。
在此过程中,要尽可能避免油滴落到耐火砖上。如果喷入的柴油不能着火,则要立即切断油路,再通风一段时间后重新点火。
④ 按照实际制定的烘窑升温曲线要求,适时地调节喷油量和窑内通风量,以保持良好的燃烧状况。在图1中,所要求的升温速率低于30 ℃/h,为了更加保险起见,建议升温速率不高于20 ℃/h,以免引起耐火衬料开裂或剥落。
⑤ 在升温过程中,如果需要调节一次风量,则要注意:每次调节幅度尽可能小,以避免一次风吹灭火焰。如果确信回转窑内已经达到煤粉着火条件,便喷入少量煤粉来实现油-煤混烧。
⑥ 在煤粉着火燃烧后,可以缓慢地调整油-煤比。但是,切记每次的调节量不要使温度发生急剧变化,而是要平稳地加热升温。另外,烘窑操作宜进行长火焰稳定燃烧,这样既可以防止烧成带过热,也可以防止局部高温。一般来说,以控制窑衬温度不超过1000 ℃、筒体温度以低于300 ℃为宜。
⑦ 适量地调整系统的通风量,以控制和保持预热器、分解炉以及回转窑内各部位相应的合适温度。如果窑尾温度过高而第1级旋风筒出口处温度又偏低时,则可以适当地加大通风量。当然,调整通风量的过程一定要保持火焰的稳定和良好的燃烧状况。
⑧ 当窑头进风量不足时,可以启动箅冷机相关风室的鼓风机,同时关闭窑头罩和冷却机的人孔门。另外,也可以加大一次风阀门的开度。当鼓风机的气流量过大时,也可以启动窑头收尘器的引风机,同时通过改变引风机前的阀门开度,以控制窑头压强为-50~-20Pa。
此外,在整个升温烘烤过程中,还要根据窑尾温度而启动辅助驱动系统,以使回转窑慢速转动。在升温烘烤过程中回转窑旋转的大体要求,如表1所示。
表1 在升温烘烤过程中回转窑旋转的大体要求
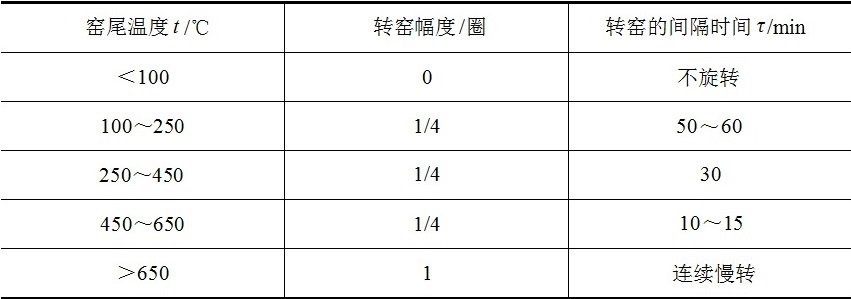
注:如果遇到下雨天气时,则应当根据实际情况相应地缩短
慢转的时间间隔。
⑨ 当第1级旋风筒的出口处的温度达到约300 ℃时,要保持该温度的持续时间不少于24 h,这样就能够使得耐火衬料因其内的水分充分蒸发而被干燥(已经投产的窑系统,在停窑检修后因为更换耐火衬料而需要烘烤时,在该温度的保温时间则不必这么长)。
预热器、分解炉和回转窑的耐火衬料烘烤过程至此结束。
在通常情况下,此时可以接着进行投料生产。这样操作,具有以下两方面的优点:
(1)能够充分地利用耐火衬料在烘烤过程中所积蓄的热量,从而减少燃料消耗,以达到“节能减排”之目的;
(2)耐火衬料不必经受“忽冷忽热”的温度变化应力,并且能够缩短点火至投料的烘窑时间。
但是,如果还需要检查烘烤后的耐火衬料状况,则要分步地减少燃料供给量直至熄火。同时,调节窑系统的通风量,力求使耐火衬料缓慢渐冷,万万不可骤冷。待完全冷却后,再进入预热器、分解炉及回转窑,全面认真地检查烘烤后的耐火衬料状况。如果发现有大面积的衬砖剥落或炸裂而且其深度超过耐火砖厚度的1/3,则要更换已经损坏的耐火砖(俗称:补砖)。在进行补砖时应注意:不要使已经烘烤过的耐火衬料再次受潮。更换的耐火砖不必再次单独烘烤,可以随着二次或更多次正常点火操作而同时进行。当然,也需要酌情考虑是否适当延长升温时间。
对于上述这种烘烤方法,其优点是:第一,对于已生产过的水泥窑系统进行大、中型检修而需要更换耐火衬料时,重新烘烤具有一定的适用性;第二,烘烤操作要求不可能与实际情况逐一吻合。因此,可以根据现场烘烤操作或初次点火时所取得的经验加以适当的修整。
3 三次风管的烘烤操作要求
关于三次风管内耐火衬料的烘烤,有两种方法可以采用:其一是辅助烘烤方法;其二是单独烘烤方法。
(1)辅助烘烤方法
辅助烘烤方法,是从窑头罩抽取热风来烘烤,其条件是回转窑烘烤后必须投料,而且必须要以低产量操作。这种烘烤方法的烘烤周期较长,回转窑低产量操作的时间长。然而,该烘烤方法的优点是:能够确保三次风管内的耐火衬料得到充分的烘烤,而且,温度变化缓慢。同时,该烘烤方法不需要另增热源,可以与箅冷机内耐火衬料的烘烤同时进行。
三次风管辅助烘烤方法的步骤简述如下:
① 在预热器、分解炉、回转窑被烘烤后,继续升温到投料状态,稳定后便开始逐步地增加投料。
② 回转窑以低产量操作,在平衡稳定后,通过调节三次风管上的闸阀,逐步加大窑头罩上的三次风抽风量,控制三次风温度。
③ 当三次风温度达到500℃时,便持续恒温一段时间,以使三次风管耐火衬料中的水分得到充分蒸发。
(2)单独烘烤方法
单独烘烤方法,适宜于三次风管耐火衬料中水分偏高的情况,该烘烤方法的缺点是:需要另设烘烤热源,这也随之带来一些麻烦。
三次风管单独烘烤方法的步骤简述如下:
① 在窑头罩内的适当位置架设一个钢架来作为燃烧场所(或者在箅冷机箅床上铺设一层冷熟料来作为燃烧场所),然后,在它的上面铺设适量的干木柴,再浇上少量的柴油。
② 调节三次风管上的闸阀,依靠系统内的抽力或者窑尾高温风机来控制三次风管内的通风量。
③ 点燃木柴,而且要不断地从窑头罩的人孔门增添木柴以达到旺火,直至三次风管的耐火衬料得到充分的烘烤。如果温度偏低,还要适当地延长恒温的时间。
④ 烘烤后,熄灭该热源,再控制三次风管内的通风量且调至最低值,切记:需要通过保温来实现渐冷。
⑤ 等到完全冷却后,就可以清理灰渣,而且,要全面地检查烘烤后三次风管的耐火衬砖状况,如果耐火砖崩裂或剥落严重,则要更换耐火砖。
上述燃烧木柴的方法较为传统,在现代水泥厂的设计中,如果确定采用单独烘烤方法,则可以在窑头罩的适当位置(邻近窑头罩与三次风管连接处)增设一套喷油装置,利用该装置能够实现柴油辅助点火升温。该方法控制方便,烘烤周期短,也能够确保三次风管的耐火衬料得到充分烘烤。
4 箅冷机的烘烤操作要求
箅冷机耐火衬料的烘烤可以借助于水泥熟料的散热,而不需要专门增设烘烤装置。
关于箅冷机的具体烘烤过程,有如下一些注意事项:
① 尽可能采用长时间的自然通风干燥。
② 为了防止箅冷机耐火衬料的温度骤降,回转窑低产量运转的时间应当不少于48h。还有,箅冷机烘烤时的回转窑低产量运转会兼顾到三次风管的烘烤,即两者可以同时进行。
③ 如果回转窑的运转负荷在投料初期就比较高,也可以开大箅冷机前几台鼓风机的风门或者启动箅冷机的喷水系统,其目的是减慢箅冷机的烘烤速率。
④ 在窑系统操作运行之前,如果确定箅冷机的耐火衬料必须进行强制烘烤,还可以采用在箅床上堆烧木柴来进行烘烤的方法,但是,这必须事先在箅床上铺设冷熟料或者铺设耐火砖,以防止因为局部过热而造成箅板变形。
5 有关新型干法水泥窑系统烘烤操作的注意事项
① 稳定喷油或喷煤燃烧的火焰,不冒黑烟。
② 防止回转窑内烧成带的耐火衬料经受剧烈的局部过热。
③ 防止由于回转窑筒体的不均匀受热而导致热变形及热膨胀,因为这样会对回转窑支承装置造成不良的影响。
④ 随时注意监控回转窑的筒体、窑尾以及第1级旋风筒出口处的温度。
⑤ 密切监测回转窑的托轮、液压挡轮、减速机等设备的轴承润滑状况和轴承温度。
⑥ 窑系统升温情况不得较大幅度地偏离拟订的烘烤升温曲线,并且要注意适时地转动回转窑的窑体。
⑦ 在烘烤过程中,一定要注意喷油量、喷煤量,各类风门的开度调节幅度不要过大,以免造成超温、超载从而损坏设备内衬或设备本身。
⑧ 在烘烤回转窑时,切记:由于回转窑内的温度以及二次风温较低、燃料燃烧状态不良等因素,回转窑内有爆燃回火或突然熄灭的危险。
参考文献
[1] 丁奇生,刘龙,陈建南,等. 水泥熟料烧成工艺与装备[M]. 北京:化学工业出版社,2007:113-117.
[2] 丁奇生,王亚丽,崔素萍,等. 水泥预分解窑煅烧技术及装备[M]. 北京:化学工业出版社,2014:158-161.
[3] 刘志江. 新型干法水泥技术[M]. 北京:中国建材工业出版社,2005:176-177.